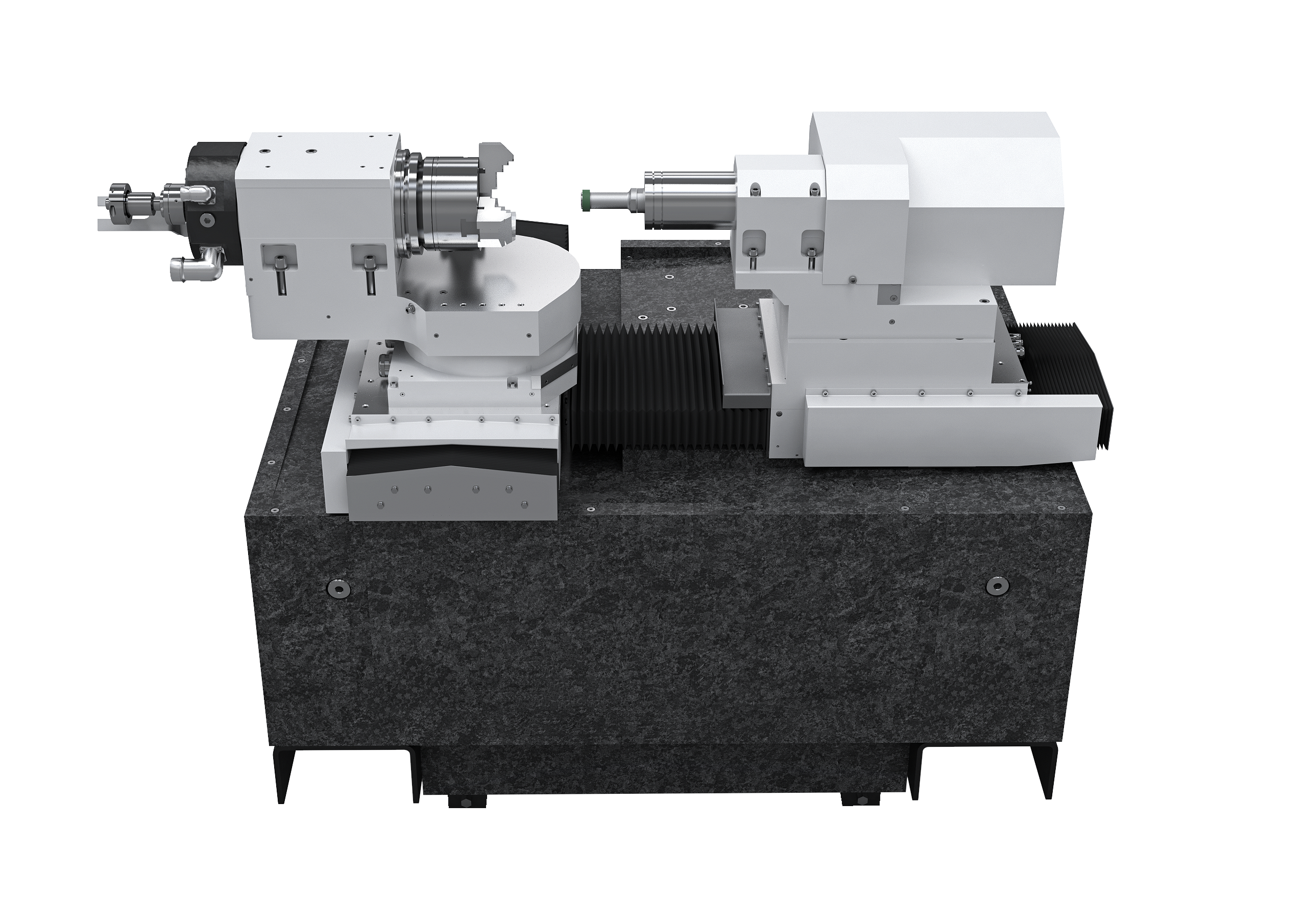
一台设备覆盖所有模具
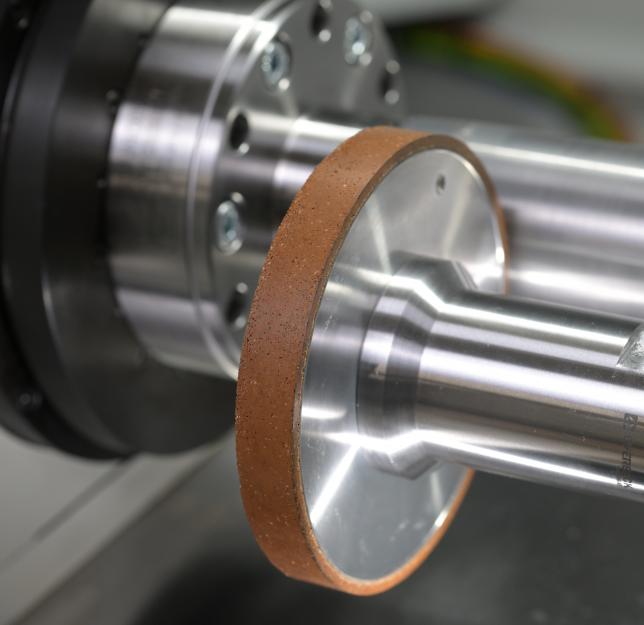
IRDc 可加工制罐行业使用的冲头、减薄拉伸模和再拉伸模。该设备结构紧凑,能够完成所有关键工序,包括内圆(ID)、外圆(OD)、圆角及轮廓的磨削
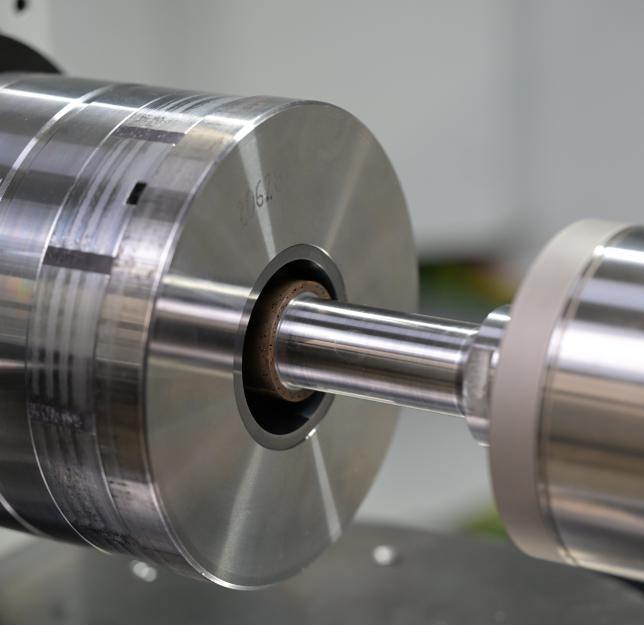
一次装夹即可完成加工
工件只需装夹一次,即可完成全部加工并直接取出成品。
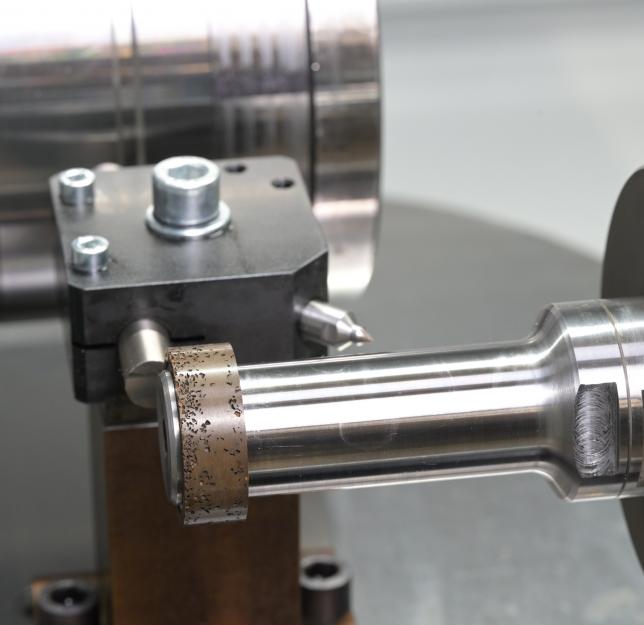
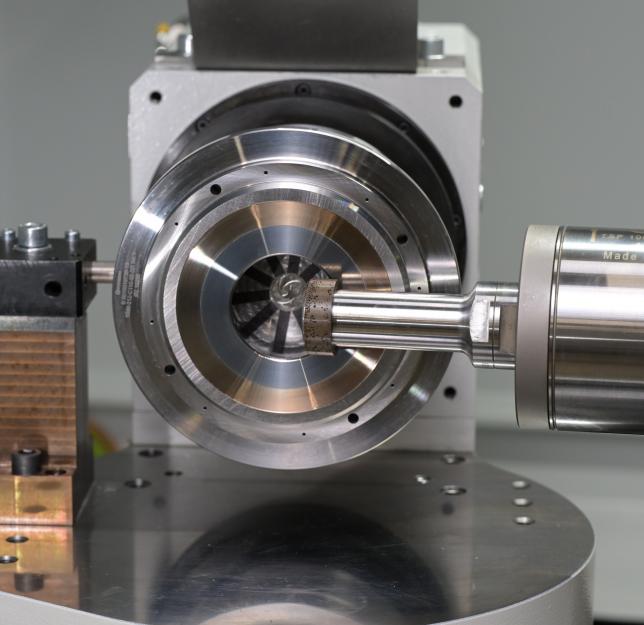
IRDc 可一次性完成所有必要表面的加工:冲头的外圆、台阶以及头部过渡圆角;拉伸模的背角、工作带以及端面
IRDc 专为制罐企业而设计,可将磨损工具恢复到可重新投入生产的状态。从软件、工艺到自动化,每一项功能都围绕制罐行业对稳定性与高精度的要求而开发。结果:即使在高生产需求下,也能实现可靠的性能、更长的工具寿命及自主运行。

• 专为冲头和模具再磨削而设计
• 专用软件确保高要求的加工重复精度
• 集成机器人单元
• 高精度运行,延长工具寿命
• 支持长时间自动化生产
• 紧凑型设计
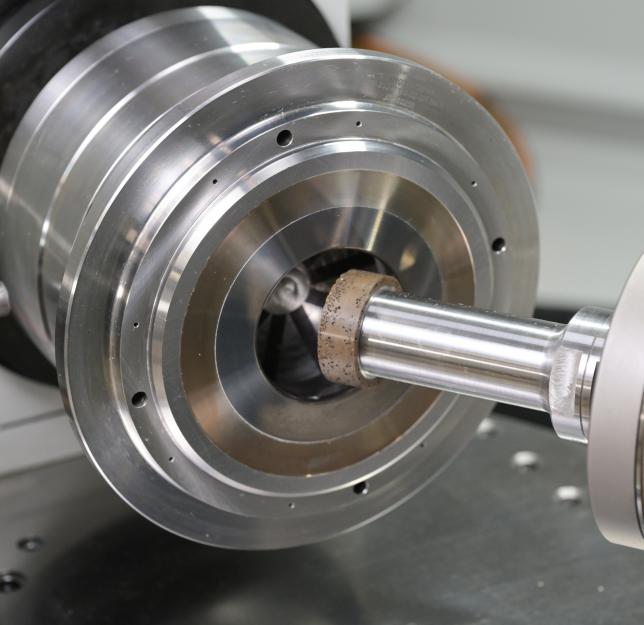
IRDc 可加工制罐行业使用的冲头、减薄拉伸模和再拉伸模。该设备结构紧凑,能够完成所有关键工序,包括内圆(ID)、外圆(OD)、圆角及轮廓的磨削
工件只需装夹一次,即可完成全部加工并直接取出成品。
IRDc 可一次性完成所有必要表面的加工:冲头的外圆、台阶以及头部过渡圆角;拉伸模的背角、工作带以及端面
IRDc 提供了您对 Overbeck 一贯期待的精度表现,而且数据足以证明这一点。
对于模具:
对于冲头:
IRDc 可配备专门设计的机器人单元,用于解决制罐行业中最常见的瓶颈之一:模具再磨削。系统可实现长达 11 小时的无人值守连续运行。只需完成装载,即可离开现场;返回时,最多 90 个模具已经加工完成,中间无需任何人工干预。
预设加工循环可指导机床设置,并确保标准几何形状加工结果的一致性。即使是冲头这类复杂零件,也只需输入少量参数即可完成定义,使编程更快速且避免人为错误。
自动轮廓修正功能可确保连续加工中的精度一致性,减少人工调整和操作员干预。
可将自定义形状保存至图形化目录中,并在需要时快速调用。
机床底座采用天然花岗岩制造,可有效保证热稳定性并吸收振动,这是实现高表面质量与稳定磨削效果的关键因素。
确保高速且精准的X/Z轴运动,特别适用于非圆磨削等高精度应用。由于没有磨损部件,并采用主动冷却系统,因此具备极高可靠性、零背隙以及低维护需求。
直驱式工件主轴,由公司自主设计制造,确保极高的刚性,长时间运行的性能稳定性,同时可轻松兼容不同夹持系统。
高精度磨削主轴,集成内置电机、高性能轴承以及优化润滑系统。其设计重点在于热稳定性、低维护需求以及一致的表面加工质量。
| IRDc | ||
|---|---|---|
| 最大内圆磨削直径 | mm | 100 |
| 最大外圆磨削直径 | mm | 100 |
| 最大外圆磨削长度 | mm | 254 |
| 工件最大回转直径 | mm | 215 |
| 最大工件重量 含夹紧系统 | kg | 80 |
| X 和 Z 轴行程 | mm | 400/300 |
| B0 轴旋转角度 | º | +91º/-15º |
| IRDc | ||
|---|---|---|
| 最大内圆磨削直径 | in | 3.9 |
| 最大外圆磨削直径 | in | 3.9 |
| 最大外圆磨削长度 | in | 10 |
| 工件最大回转直径 | in | 8.5 |
| 最大工件重量 含夹紧系统 | lb | 176 |
| X 和 Z 轴行程 | in | 15.75/11.81 |
| B0 轴旋转角度 | º | +91/−15 |